- Have any questions?
- +1 803.286.8614
- saleserv@carotron.com
CSAG Surface Driving Rolls and Take-ups
March 26, 2010CSAG Zone Tension Control
March 26, 2010
Control Systems Application Guide
|
Previous “Surface Driving Rolls and Take-ups” • Back To Index • Next “Zone Tension Control”
Center Driven Winders and Unwinders
1.) General Characteristics:
The older persons among us are familiar with cassette tapes and perhaps even reel-to-reel recorders. These devices both used a center driven winder and unwinder and included a constant speed capstan drive between the two. The winder or take-up reel started at a fast speed due to its small diameter and slowed as diameter increased. The unwinder or supply reel of course started full/slow and ended up small/fast. This operation appeared to be very simple. Recording tape is relatively strong and requires little tension control.
In industrial center winder/unwinder applications, the web material may not tolerate much change in tension although when transporting material at Constant Tension, the motor speed and torque must change to keep tension and surface speed constant. Refer to the Speed/Torque curves and chart in Figure H.1.
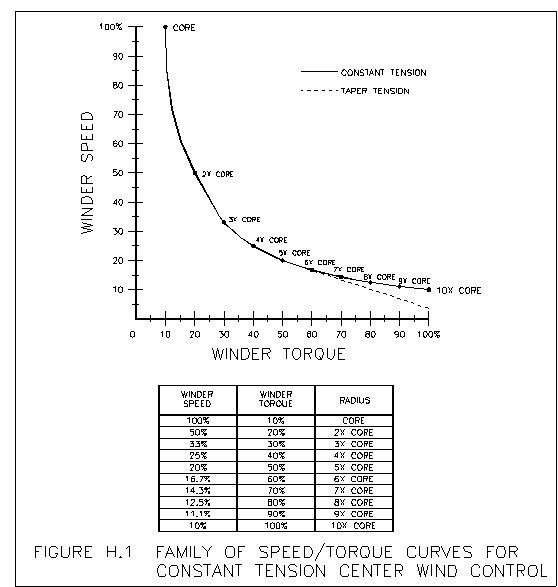
This information illustrates that for Velocity controlled winders and unwinders (take-ups and let-offs), the winder motor and roll speed is non-linear with respect to the roll diameter and torque. This hyperbolic shaped curve creates a lot of confusion. It is true that for a 10:1 diameter increase, the 10% diameter roll will run at 100% speed, the 100% diameter roll will run at 10% speed. So naturally a 50% diameter roll will run at 50% speed —– NOT!!!! Trying to provide linear speed control between the beginning and end of a roll build process has trapped a lot of winder designers.
A further complication with center driven rolls relates to the “line speed turn down” range. If a line is operated at 10% speed initially and then ramped up to 100% speed, this equates to a 10 to 1 turn down range. A center driven winder with a 10:1 build range on a line with a 10:1 turn down range must operate over a 100:1 speed range!
This winder speed reference curve can be easily produced though by dividing the web “line” speed by the winder roll diameter. Carotron has several interface products that can do exactly that. We offer winder and unwinder control models for people that hate computers and controls for people that hate potentiometers and even units for people that dislike both!!!!
APPLICABLE PRODUCTS
D10337-000 CONSTANT TENSION CENTER WIND (CTCW) CONTROL
CLT2000-000 CORTEX LT CONTROLLER
MM3000-CTCW MICROMANAGER CTCW CONTROL
The story changes for Torque controlled center-winders. In general, Torque Mode operation is appropriate when the web is processed at a finite tension level (as opposed to tensionless). For Constant Tension control, the web “tension setting torque” delivered by the winder motor must increase directly in proportion to the roll diameter. This is a very linear relationship.
One problem with all of this is that some materials cannot be wound in nice tight packages with straight edges and constant width – when tension is held constant!!! The problem becomes visible in the form of distortion in the finished roll. One phenomenon, called telescoping, causes one side of the roll to be convex shaped and the other side to be concave shaped. Another problem, called “starring” or “orange peel”, shows up as distortion close to the core of the roll in the form of waves or folds.
These problems can be prevented by winding with a TAPER TENSION profile. Here, tension will start at its highest level and decreases or tapers off as diameter decreases. Sometimes best results are given when a roll is wound initially at constant tension and then tapered later in the diameter increase.
2.) Mechanical Considerations:
While there are numerous issues involving the method of tension control, there are just as many issues related to the ability of the electro-mechanical parts of the system to consistently deliver the proper rotational speed and torque necessary for the desired tension.
A.) Speed Range
Heating in the Winder motor is one important factor. Since winder motor speed will decrease as roll diameter increases, winders run at their lowest RPM with their highest torque requirement. Their motors can be limited by their “speed range”.
Speed range refers to the ratio of rated base speed to the lowest speed a motor can be operated at continuously while at full load – without overheating. Typical full torque speed range for DC motors < 5 HP is 20:1. This means the motor can run continually at 1/20 of base speed at full torque without overheating. DC Motors larger than 5 HP typically have a speed/torque range of approximately 2:1 unless auxiliary cooling is added. Blower cooling typically extends the range to at least 10:1.
Standard AC induction motors, non-inverter duty types, are not designed for “variable speed” applications and can experience problems due to speed range limitation and insulation break-down. Inverter Duty rated motors though can have 1000:1 speed range and Vector duty motors are good for full rated torque at “0” RPM. These ratings can change with motor type and manufacturer; check to make sure the motor selected is suitable for the actual operating requirements.
B.) Motor and Gearing Sizing
Also critical to proper tension control with center winders is the sizing of the motor and gearing. When using a control scheme that incorporates torque control (i.e. Torque Control, Torque/Taper Control, CTCW Control, etc.), the torque required for web tensioning should be a major portion of the total torque reflected to the motor shaft.
Tensioning with torque control uses the motor/drive load feedback signal to resolve the amount of torque being supplied. When the torque required to drive the mechanical components of a winder is large compared to the torque required to properly tension the web, it makes it difficult to achieve good control resolution.
EXAMPLE: Torque resolution is more difficult in old winders that have been retasked to handle lighter tension product. The oversized mechanical components and their greater associated inertial and frictional torque loads can require a relatively high “breakaway” torque to start the winder turning. The problem occurs because once started, the breakaway torque is no longer required to maintain motion and if not removed, the torque is now imparted to the web as too much “tension setting torque”. “PULSE TORQUE” compensation for this condition is provided in several Carotron controllers.
So then, give careful consideration to the torque requirements for the mechanics in addition to web tensioning. When winding using TORQUE control mode, use care to gear the winder for sufficient but not excess torque capacity to produce desired web tension and compensate for mechanical requirements.
Gearing practices for a speed controlled center driven winder are more standard. Excess torque margin may be a plus for added response during acceleration.
Control circuits for center driven winders and unwinders are sometimes viewed as magic. A variety of control techniques and methods exist. The difficulty is in trying to determine which is best for a given application. We will consider the following types of control schemes and will point out some of the features, benefits and limitations of each to try to simplify your selection process. In general, the list starts with the simpler schemes and gains in complexity as the list continues.
C.) Holdback Requirement
Another important consideration with center driven winders concerns how tension is to be developed. A winder imparts tension to a web by exerting a pulling force between the winder and a hold-back point in the web path. The “hold-back” force must be greater than the tension setting pulling force exerted by the winder or else desired tension cannot be controlled or even reached.
The hold-back or braking torque may be provided by the processes taking place on the web. Processes such as slitting, printing, coating, drying, etc. may provide adequate frictional loading or hold-back. In some cases the hold-back must be supplied by driven rolls such as NIP rolls or S-Wrap rolls that positively grip the material. When the tension setting torque supplied by the winder is greater than the braking torque supplied by the processes or driving rolls, the winder may “over haul” them and pull the web to a higher, uncontrolled speed, at less than desired tension.
In this case, a regenerative controller must be used to control the S-wrap, Nip roll or process driving motor. A “Regen” drive can functionally convert a motor into a generator that uses the AC line or with inverter drives, a braking resistor, as a load for producing hold-back torque. Refer to Section “D.5” for discussion on regeneration.
APPLICABLE PRODUCTS
D10425-000 OEM SERIES DC REGEN DRIVE
BRC700 BLAZER IV DC REGEN SERIES
TRC600 TROOPER IV DC REGEN SERIES
AC INVERTER DRIVES W/LINE REGEN MODULE
3.) Constant Torque Control
With Constant Torque control, the winder torque reference signal is usually manually set to a fixed level. Refer to Section “C” for discussion of drive and motor types and control methods. Constant Torque control can be an effective method for center driven winder control if most of the following conditions exist:
– Web tension control is not very critical. The web can withstand a wide range of tension without being damaged.
– Diameter change is small, typically 3:1 or less.
– Operator is able to make torque adjustments for different materials or as diameter changes.
– Line speed and acceleration rate is slow.
– No reverse direction operation is required
Remember though, motor torque, not speed, is being controlled. If the web is not connected or breaks in operation, the winder speed can be uncontrolled and higher than normal motor speed can result. Various protection methods, web break detection and speed limiting, are available and may be required for safe speed limitation and/or shut down.
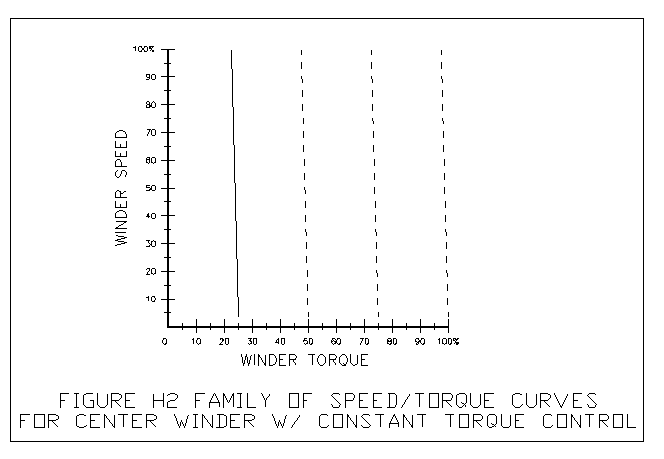
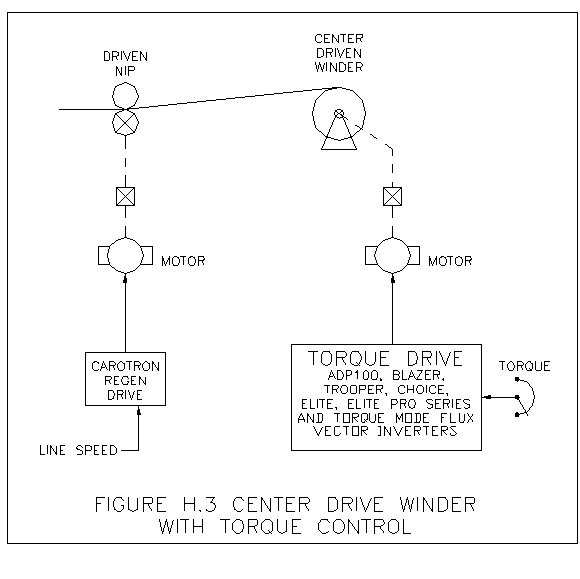
Figure H.2 shows the typical Speed/Torque Curves for a Constant Torque Control. Notice that the speed drops very rapidly as the torque increases. This is very similar to operation of a standard velocity mode drive when the motor current/torque level exceeds the “current limit” setpoint. The dashed lines indicate a family of curves produced with increased Torque setpoints. Figure H.3 shows a typical machine diagram for a Center Driven Winder with Constant Torque Control.
As you can see, Constant torque controlled center winders are simple and economical with few added parts to the basic drive and motor. Most Carotron DC motor controls can be used as Torque Controllers.
APPLICABLE PRODUCTS
ELITE PRO EPN SERIES DC DRIVES
4.) Torque/Taper Control
Torque/Taper control of a center driven winder is an improvement in tension control over the Constant Torque Control scheme described previously. With Torque/Taper Control, a DC drive acts as a speed control with load torque override of speed. This control method is simple and cost effective because with the DC motor, armature current is an accurate representation of the motor load (torque) level.
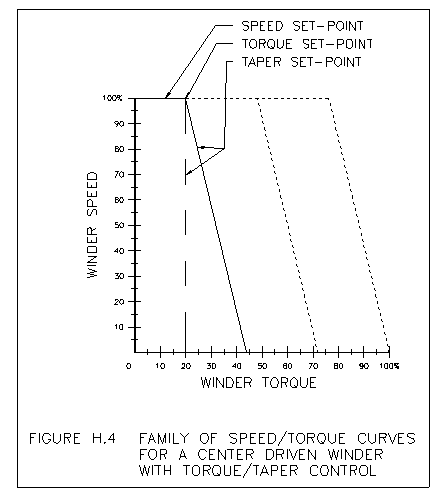
Refer to Figure H.4. Here we show the “ideal Constant Tension” hyperbolic shaped speed versus torque curve and a family of curves for a Torque/Taper controlled center winder. Notice that the Torque/Taper curve, though fairly straight, closely approximates the first portion (to about 2.5:1 build range) of the constant tension curve. So, for limited diameter change torque mode center winders, this control method can give fairly constant tension and then taper tension beyond the 2.5:1 range. This is suitable for many limited range winder applications.
Motor maximum speed is adjusted for unloaded core maximum surface speed. This setting should exceed maximum material feed speed by several percent to assure tension is developed and acts as the motor RPM limit in the event of web breakage.
Then a TORQUE adjustment sets a motor torque loading level at which the increasing torque feedback (armature current) will start subtracting from the speed reference. This is indicated by the turn-on of an LED. Continuing armature current increase as roll diameter increases will cause a further decrease in speed. The TAPER potentiometer is essentially a gain setting that controls the slope or rate of speed decrease versus load/diameter increase. Typically, the TORQUE is set for core tension and the taper adjustment is set for the full package tension.
With the TAPER set to minimum, full CCW rotation, drive operation is very much like a conventional speed control where when the load torque (current) reaches and begins to pass the CURRENT LIMIT setpoint, speed falls off very sharply to a stall level. Increasing the TAPER setting allows speed to be swapped for torque as described above – current can increase but, only at decreased speed.
Care should be used in sizing the motor and drive so that a balance is achieved in that:
1. The motor and drive are not overloaded for long periods and
2. The motor and drive are not oversized so best torque control resolution is given. The key fact here is that this control method depends on significant motor load change with diameter increase to provide best results.
Torque/taper can be a very economical way to get good tension control for 2:1 diameter change. In this range, tension can be adjusted to stay very nearly constant without readjusting. Operation is still best on slow line speeds and slow accel/decel rates so that additional torque requirements are kept to a minimum. Line reverse direction operation is also to be avoided when Torque/Taper Control is used.
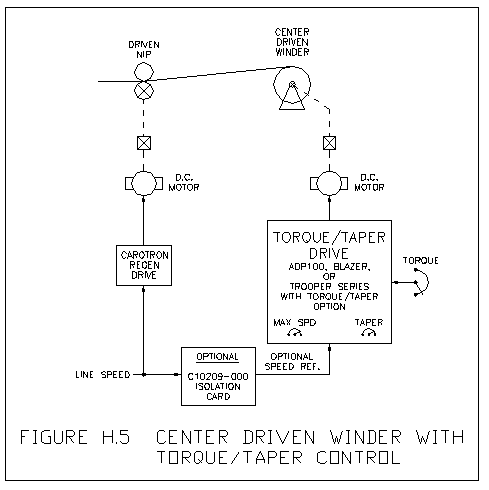
Figure H.5 shows a typical machine diagram using Torque/Taper Control. Also shown is an optional Speed follower for the Torque/Taper Control to follow line speed. Torque/Taper is a standard feature of The Blazer BDP400 Series and is offered as an option in the ADP100 and Trooper Series.
APPLICABLE PRODUCTS
5.) Torque Mode Tension Control with Diameter Compensation
Improvement can be made to a Torque Control or Torque/Taper Control systems by adding Diameter compensation to adjust winder torque as diameter increases. For constant tension in the web this means that as diameter increases, the winder rotational torque must increase proportionately. When the diameter doubles, the torque must double. Tension in the web of a center winder is calculated as follows:
Web tension = |
(Winder Torque)
|
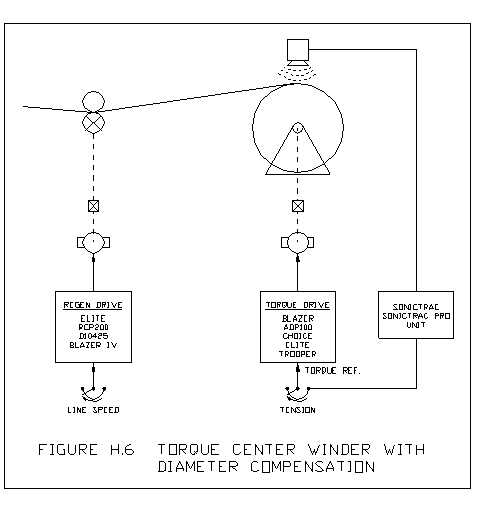
The diameter compensation may come from a direct measuring device such as a Carotron Sonictrac® or Sonictrac® Pro, Ultrasonic distance measuring device, as shown in Figure H.6 or a simple potentiometer connected to a rider arm touching the surface of the roll. With the Sonictrac® unit, the output is scaled to indicate an increase in diameter. For example: with a 5:1 diameter increase from a 6 inch core building to 30 inches maximum diameter, you could adjust the Sonictrac® for a 5:1 signal increase from 2 VDC to 10 VDC. A trim pot on the output of the Sonictrac® unit can be used to adjust tension for winding different materials.
APPLICABLE PRODUCTS
D10337-000 CONSTANT TENSION CENTER WIND (CTCW) CONTROL
CLT2000-000 CORTEX LT CONTROLLER
MM3000-CTCW MICROMANAGER CTCW CONTROL
MM3000 –CRG MICROMANAGER CENTER REFERENCE GENERATOR
SMU100 SERIES ULTRASONIC SENSOR
When diameter cannot be conveniently measured, there are alternate methods for providing diameter compensation by using calculation.
Remember the Figure H.1, Winder Speed versus Winder Torque curve? This same curve is shown again in Figure H.7 below with winder torque replaced by winder diameter. When center winder torque is controlled and limited so that no slippage or stretching of the web occurs, the winder motor speed will follow the curve as shown.

This characteristic allows us to take a Line (surface) speed signal and divide by the measured winder motor speed signal to calculate the winder roll diameter and required torque. Carotron offers several products that perform this calculation of diameter. Some include a “memory” to retain the calculated diameter level when the line is stopped. This allows desired tension to be maintained at “stop” and can help when rapidly accelerating partially “built” rolls.
APPLICABLE PRODUCTS
D10337-000 CONSTANT TENSION CENTER WIND (CTCW) CONTROL
CLT2000-000 CORTEX LT CONTROLLER
MM3000-CTCW MICROMANAGER CTCW CONTROL
MM3000 –CRG MICROMANAGER CENTER REFERENCE GENERATOR
D11005-000 MULTIPLIER/DIVIDER CARD
Two other diameter calculation methods are available from Carotron and require knowledge of the thickness of the material being wound and use an encoder or pulse generator and a counting function.
The first, roll revolutions, method counts encoder pulses to measure each revolution or rotation of the take-up roll. Each revolution adds two material thicknesses to the diameter.
The second, line revolutions, method counts revolutions of a material driving roll (or a roll being driven by the material). When starting with a known diameter core and a measurement of the material yardage from the line revolutions count, a “spiral” calculation will give the take-up roll diameter.
Though a great improvement over Constant Torque or Torque/Taper control, diameter compensation alone still has deficiencies in supplying acceleration and static and running friction compensating torque. Care should be taken in applying its use to slower speed and slow accelerating processes.
APPLICABLE PRODUCTS
CLT2000-000 CORTEX LT CONTROLLER
MM3000-CTCW MICROMANAGER CTCW CONTROL
MM3000 –CRG MICROMANAGER CENTER REFERENCE GENERATOR
6.) Torque Mode Constant Tension Center Winder (CTCW)
Constant Tension Center Wind (CTCW) Control is one of the most cost effective ways to accomplish torque mode tension control in a center driven winder application. A primary benefit results from “open loop” control, i.e. no tension feedback devices or mechanisms such as load cells or dancers are required.
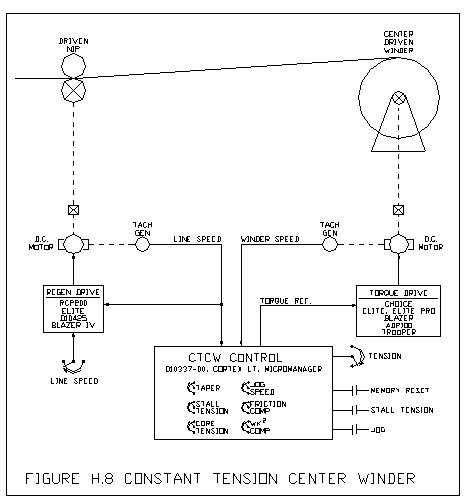
As shown in Fig. H.8, Carotron’s CTCW Controls provide a complete reference to a torque mode drive to regulate web tension. The following signal components are available as part of the total torque reference:
Diameter based torque, from an external source or by calculation provides the torque reference required to maintain constant tension as the roll package builds to maximum diameter. When calculating diameter using winder motor speed, a memory circuit can hold the diameter information until reset so that stopping and restarting a partially built roll is possible with limited tension disturbances.
A WK –Square, inertia compensation, circuit boosts winder torque during line acceleration to help keep web tension constant.
Static and Dynamic friction compensation circuits account for friction in the winder mechanism during stalled operation, startup and resulting from line speed increase.
Pulse torque can provide a controlled “push” to break away the mechanics of an oversized winder mechanism.
A Taper circuit can provide a tapering tension as diameter increases to lessen the chances of product damage due to roll distortion and/or telescoping.
A Jog control circuit provides constant velocity control of the torque mode drive when threading the winder.
Figure H.7 shows the Speed/Torque characteristics that can be produced by a CTCW control scheme. The main curve shows the characteristic required for constant tension. The chart shows the relative values for Winder Speed, Winder Torque and Diameter of the winder roll. The dashed line shows the torque decrease given by a Taper Tension profile.
APPLICABLE PRODUCTS
D10337-000 CONSTANT TENSION CENTER WIND (CTCW) CONTROL
CLT2000-000 CORTEX LT CONTROLLER
MM3000-CTCW MICROMANAGER CTCW CONTROL
7.) Torque/Velocity Mode Turret Winders
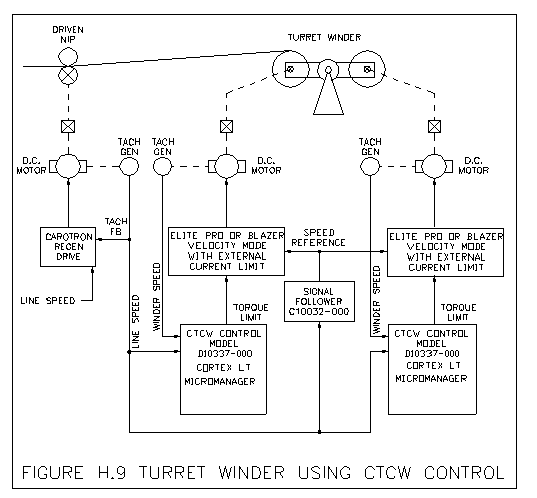
Refer to Figure H.9. Here we are illustrating a dual winder arrangement where two individual winders are mounted on a rotating turret mechanism. This arrangement mechanically enables a continuously fed web to be transferred from a full roll on one winder to an empty core on another without stopping the web and without large changes in tension. This “transfer-on-the-fly process” is known as making a “flying transfer” or “flying splice” when occurring on the unwind end of the line.
A major difficulty with the transfer process relates to the instantaneous speed difference of the two winders due to their difference in roll diameter at the time the material transfer is made. Use of a single drive and motor for both winders is possible but very difficult and requires a web storage mechanism that will accumulate excess web while the motor accelerates from “full roll” speed to “empty core” speed. For example, a 10:1 diameter change or “build range” means for a constant line speed, the winder motor RPM at core diameter will be 10 times faster than full roll motor speed.
Better results are seen by independently controlling separate winders – each with its own motor, drive and control circuit. This gives a “Head-Start” in response by pre-starting the new core and setting its speed a few percent faster than the line. Then when material is transferred, the core is pulled down to line speed by the web. Winder torque loading would normally increase with the diameter increase but is Tension regulated by the torque reference profile provided by a CTCW (Constant tension Center Wind) type control circuit.
The key to the scheme described above is control of the speed and torque of each winder. Speed control is initially utilized to set the core speed several percent faster than line speed. Encoders could be used for line speed and winder motor speed sensing instead of tachometers. Torque control is then used to provide open loop tension control as diameter increases.
Carotron offers both AC Vector type inverters and DC drives that include the ability to control torque while limiting or regulating speed.
APPLICABLE PRODUCTS
CLT2000-000 CORTEX LT CONTROLLER
FLUX VECTOR TYPE INVERTER DRIVES
8.) Velocity Mode Only Turret Winders
The Turret winder application can also be implemented using “velocity mode only” drives. Velocity mode control of web tension usually requires the addition of a dancer or load cell feedback loop to regulate tension. Special sequencing logic is required to match speeds and “freeze” control signals during the transfer.
With dancer control, Taper Tension operation can be achieved only with the addition of an electrically controlled pneumatic actuator to control the force exerted by the dancer.
APPLICABLE PRODUCTS
CLT2000-000 CORTEX LT CONTROLLER
9.) Velocity Mode with Dancer Control
Refer to Section “F” on DANCER COMPENSATION. You will find a general discussion of dancer mechanisms and sensors as well as their performance and limitations.
Use of a dancer and velocity mode regenerative control introduces a number of differences from the torque control methods previously discussed. With motor speed control, the winder has full torque capability at all times. Typical velocity mode drives can produce up to 150% peak torque and if sized properly, the drive itself will produce the friction and inertia compensating signals that must be provided by the tension control circuit in torque mode systems.
In general, velocity control allows operation at lighter tension levels. Since the dancer force sets the web tension level, the dancer design and implementation is critical to proper system operation at desired tension level. Velocity control even makes possible “tensionless” operation for winders and unwinders when non-contact sensors such as ultrasonics are used to sense a web loop position.
Here are some benefits of a Dancer Control:
– Storage in the dancer can provide protection for the web during transient conditions such as acceleration and deceleration and during roll transfers on turret winders.
– Web tension relative to the winder torque rating can be much smaller than in a torque control system. This allows for light web tension if the dancer is mechanically designed to respond at light tension levels.
– Line reversal is much simpler than in a torque control system. Typically a regenerative type motor control is used for the winder drive and allows reversing by speed reference polarity changes.
Dancers also have some undesirable characteristics or limitations – many of which are detailed in the Section F, “Dancer Compensation” section.
The Dancer mechanism is linked to the process by the web itself. The dancer must accurately track the web material without distorting, damaging or raising the tension level of the web. These potential problems can surface when handling elastic and very low tension web materials, especially on production lines that have been re-tasked to operate at lighter tension levels or faster speeds than originally designed for.
Avoid the tendency to “counter-weight” large dancers to reduce the tension. The mass of the dancer and counter weight still have inertia that can limit response.
Dancers and their sensors also have moving parts that will wear, loosen, loose lubrication and cause grief in other ways as they age.
Figure H.10 shows a typical Dancer Control for a Center Driven Winder using a “Dancer Position Control”, PID, function for primary control.

The dancer is shown loaded by an air cylinder to set tension. Tach feedback is shown for the winder drive to give best response and regulation. A Scale Input utilizing a line speed signal can sensitize the dancer circuit for Line Speed changes. Refer to Section F, Dancer Compensation, for a more complete explanation of this benefit. An alternate Scale Input signal for large diameter changes would be to use a Sonictrac® unit to monitor roll diameter and scale the dancer control circuit according to roll size.
APPLICABLE PRODUCTS
D10541-000 DANCER POSITION CARD
CLT2000-000 CORTEX LT CONTROLLER
MM3000-PID MICROMANAGER CONTROLLER
10.) Velocity Mode with Divider Control
Velocity Control of a center driven winder or unwinder using Carotron’s Divider function circuitry has proven to be a very effective control method. This function is especially useful in applications with large build (diameter change) ratios.
Several methods are available for measuring diameter. Refer to section J.1 and Figure H.7 for discussion on using ultrasonics for diameter sensing and on the relationship between center wind diameter and rotational speed. This Figure illustrates how center drive motor speed can be used to calculate diameter for torque winding applications and how measured diameter can be used to calculate the center drive motor speed to give constant surface speed.
Another measuring method would use a “rider” pivot arm device that rests on the surface of the roll and has a potentiometer connected at the pivot point to rotate and increase signal as the arm is lifted by the increasing diameter of the roll. Non-contact methods would use ultrasonic sensing or laser sensing to provide the increasing diameter signal. With these methods logic must be included to translate measured “distance” that decreases with diameter increase to an increasing diameter signal. This translation capacity is standard within Carotron ultrasonic sensing products.

Figure H.11 shows a typical center wind application using a Divider function circuit. The motor drive is operated in a velocity mode so that the winder has full torque capacity at all times – if sized properly. Key additions in this control scheme are the Divider function circuit and a roll diameter measurement or calculation means.
A dancer is still used to set the web tension and to provide a + “percentage” trim to the output of the Divider function card. A further performance improvement can be achieved by including a “Dancer Position – PID” function instead of the dancer trim function to give improved dancer position accuracy and tension control.
APPLICABLE PRODUCTS
D10541-000 DANCER POSITION CONTROL CARD
D11005-000 MULTIPLIER/DIVIDER FUNCTION CARD
CLT2000-000 CORTEX LT CONTROLLER
MM3000-PID MICROMANAGER CONTROLLER
SMU100-XXX SONICTRAC®, ULTRASONIC MEASURING UNIT
STP200-000 SONICTRAC® PRO, ULTRASONIC MEASURING UNIT
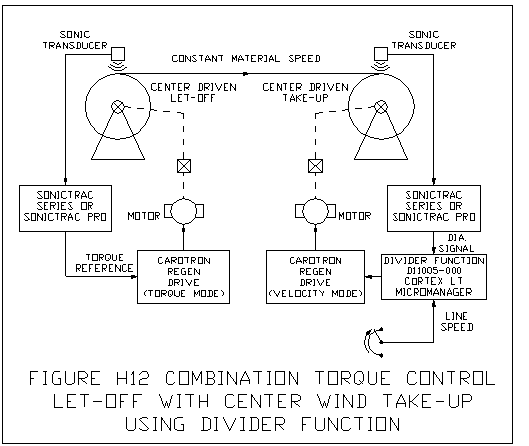
Figure H.12 illustrates an application where there is no “surface driving roll” or process to set and control “line speed”. The winder itself controls the web speed. With no diameter compensation, web speed will increase with diameter increase. Use of diameter sensing and the “divider” function circuit will give a constant take-up speed with diameter controlled braking force used to control web tension. This control scheme could be switched around where the “Unwind” is speed controlled with a regenerative drive and the winder is torque controlled.
APPLICABLE PRODUCTS
D11005-000 MULTIPLIER/DIVIDER FUNCTION CARD
CLT2000-000 CORTEX LT CONTROLLER
MM3000-CRG MICROMANAGER CONTROLLER
SMU100-XXX SONICTRAC®, ULTRASONIC MEASURING UNIT
STP200-000 SONICTRAC® PRO, ULTRASONIC MEASURING UNIT
11.) Velocity Mode with Tension Transducer (Load Cell) Control
Load Cell tension transducer control is probably the most expensive approach to tension control in web processing. Load cells provide a means to directly sense the web tension and control either winder speed or torque. Implemented much like dancer controlled system, tension transducer feedback can give very accurate control and permit display of tension but, without some of the benefits of a dancer.
Figure H.13 shows a representative method for using a load cell in a center driven winder application. The low level output of the load cell(s) can be isolated and amplified by Carotron’s Model D10562-000 Precision Bipolar Isolation Card. The amplified signal can then be compared to a Tension setpoint within a PID function to trim the center winder speed signal that is calculated using the diameter signal and the Divider function.
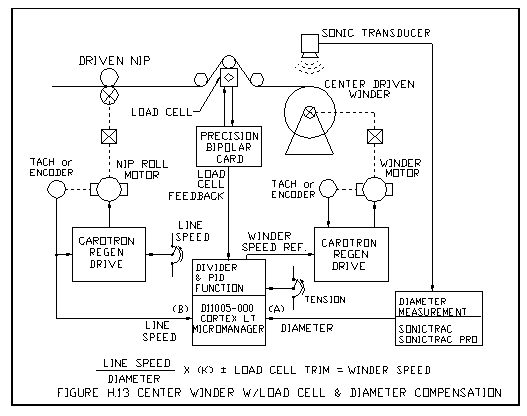
At Carotron, we refer to load cells as “zero accumulation dancers”. Obviously, no material storage is provided and range limitation of the “tension control loop” is even more critical than with dancers. This places greater responsibility for control with other control functions such as diameter sensing and center drive speed calculation. Carotron does not recommend 100% control of center driven rolls by tension transducer loop alone.
With tension transducers, the physical mounting, web wrap angle, device sizing, machine vibration, and sensor roll balancing are some of the factors that greatly influence the accuracy and stability of the transducer(s) as a sensing device. Electrical noise can also be a major concern since some tension transducers, strain gauge types, only produce a few millivolts with full rated force applied. They usually require interface to the control circuit via a signal conditioning circuit that can provide excitation, amplification and isolation.
Caution should be taken to address each of these concerns, especially for a center wind application since tension loop control range must accommodate the “line speed turn-down range” and roll build range.
APPLICABLE PRODUCTS
D11005-000 MULTIPLIER/DIVIDER FUNCTION CARD
CLT2000-000 CORTEX LT CONTROLLER
MM3000-CRG MICROMANAGER CONTROLLER
SMU100-XXX SONICTRAC®, ULTRASONIC MEASURING UNIT
STP200-000 SONICTRAC® PRO, ULTRASONIC MEASURING UNIT
D10562-000 PRECISION BIPOLAR ISOLATION CARD
LCA210-000 LOAD CELL AMPLIFIER
12.) Constant Horsepower Winders
Most “Inverter Duty” and some specially rated DC motors have speed capabilities above the rated base speed specification. This type of operation above base speed is called “Constant Horsepower” operation where motor torque capability is swapped for additional speed capability. Several applications including center driven winders, spindle drives and carbide cutoff saws utilize constant horsepower operation.
With constant horsepower operation, the drives are operating as velocity regulators and when used on a center winder application still require one of the Velocity Mode logic and control schemes previously described. The primary benefit is that the motor and drive horsepower rating (and associated costs) can be much lower than when using a conventional ~1750 RPM base speed motor.
A.) Constant HP DC Drive Operation
Use of a Field Current Regulator to supply the DC motor shunt field current allows the motor field current to be reduced above base speed to give the higher speed capability. The DC Motor control will operate in armature voltage control up close to base speed at which time the field regulator will control from base speed to the extended speed by reducing the field current. This control method is sometimes referred to as “field crossover” or “field weakening” control. Refer to Figure H.14.
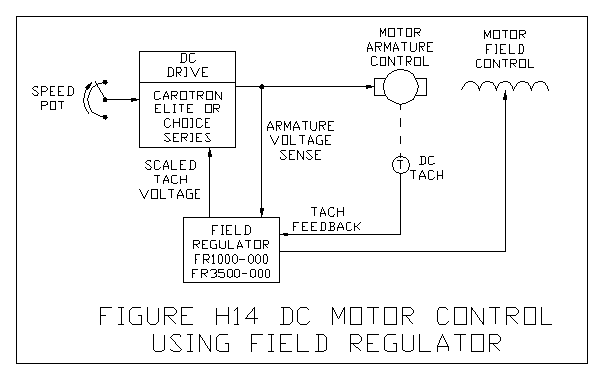
An important aspect of this control method relates to the fact that the actual armature voltage level is used to control the field current level. To give full torque capability over most of the base speed range, the field current reduction is usually held off until armature voltage is greater than 90%. For a 4:1 speed increase by field weakening, about 25% motor speed is reached at 90% armature voltage. The last 75% of the speed range is then achieved with the final ~ 10% armature voltage increase or within the last 10% of a speed pot adjustment range if the drive was operated in “armature feedback”. For this reason, tachometer or encoder feedback is always used to keep the speed range linear with respect to the speed reference.
Carotron products include a Field Regulator control series that can control motor fields rated up to 35 amperes. This unit can be used with any brand of DC drive to give the constant horsepower operation. Carotron’s Elite Pro drive series has the field regulator “built in” for easier setup and control up to 700 horsepower.
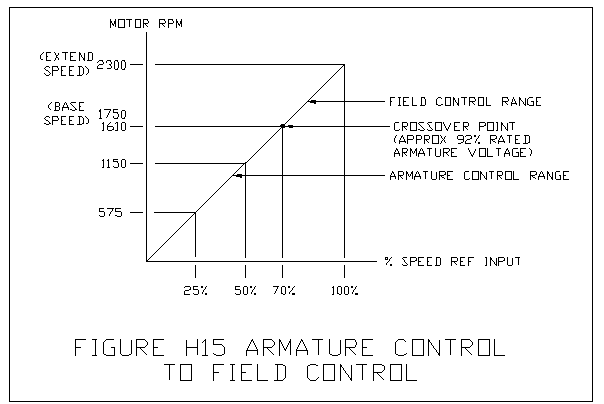
It is important to remember that when a DC Motor is operated above base speed, significant torque capability is lost. A DC Motor will operate at constant full rated torque up to base speed. Above base speed, the motor must be operated in constant horsepower mode.
Figure H.15 shows an example of a DC Motor rated at a base speed of 1750 RPM with an extended range of 2300 RPM. A base speed rating of 500 RPM with maximum extended speed of 3000 RPM is possible in some motor designs. Such wide speed range motors are built in larger frame sizes since for a given horsepower rating at a lower base speed, the corresponding torque capacity is much higher.
B.) Constant HP AC Drive Operation
With AC Inverter drives and motors, extended speed operation is achieved with different methods but, the results are pretty much the same as with DC controls and motors. Normally, inverters supply an output voltage to the motor that is applied in level and frequency in a “constant volts-per-Hertz” ratio. This means that a motor rated at 460 VAC, 60 Hz maximum for rated base speed would require 230 VAC at 30 Hz at ½ speed or 46 VAC at 6 Hz at 1/10 speed. Full rated motor torque is available over this range.
To achieve a “constant horsepower” extension of speed, the inverter can be programmed to continue increasing the frequency of the output above 60 Hz while holding the voltage at the rated maximum. Just as with DC drives and motors, the available torque must be de-rated. Some inverters have an output frequency range up to 400 Hz to give over a 6:1 speed increase. This can usually be done with a standard inverter duty motor – the primary limit is that inverter and /or motor full load current should not be exceeded. Therefore the application load characteristic must adhere to the “constant horsepower” profile where the motor load does not increase with speed.
APPLICABLE PRODUCTS
FR1000-000 AND FR3500-000 FIELD REGULATOR CONTROLS
ELITE PRO DIGITAL DC DRIVE SERIES
AC INVERTER CONTROLS – CONSULT FACTORY FOR AVAILABLE MODELS
Previous “Surface Driving Rolls and Take-ups” • Back To Index • Next “Zone Tension Control”
Go to Product Line • Go to DC Drives and Accessories • Go to System Interface Components